Extra Deep Drawing Steel Properties
Http 3 Imimg Com Data3 Nl Ll My 1477422 Galvannealed Pdf
Key Design Principles For Successful Deep Drawing
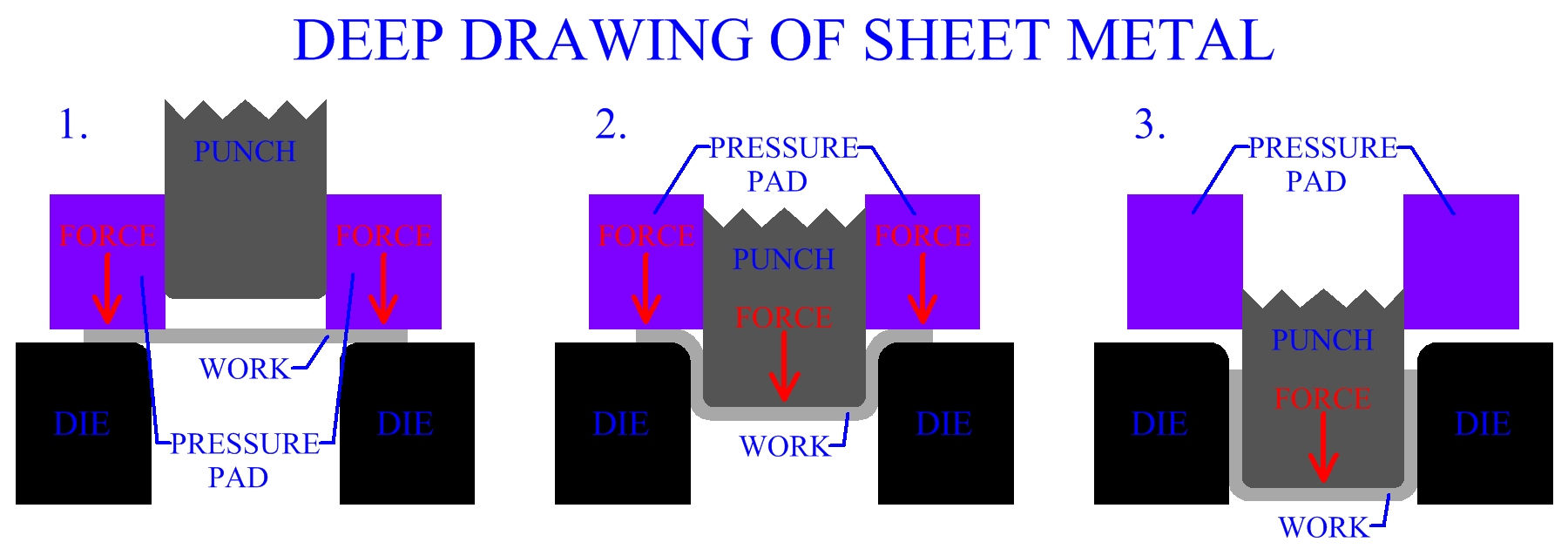
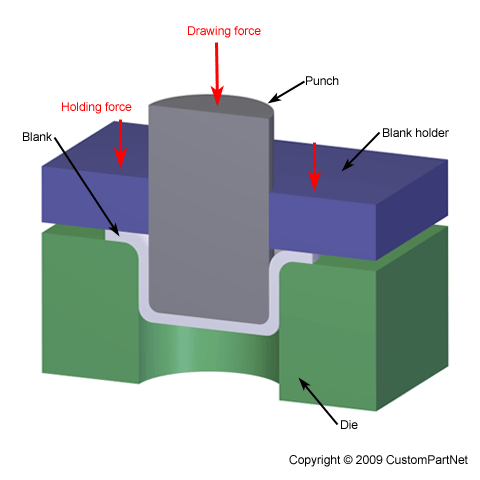
Deep Drawing Of Sheet Metal
Http Web Mit Edu 2 810 Www Files Lectures 2015 Lectures Lec6 Sheet Metal Forming 2015 Pdf

Deep Drawability An Overview Sciencedirect Topics

En 10130 Dc01 Steel 1 0330 Ze Material Data Sheet Equivalent Properties The World Material

The drawing and forming steels must be differentiated from the supraform hr and tm ranges which are.
Extra deep drawing steel properties.

Mohupa
Https Www Tandfonline Com Doi Pdf 10 1080 10426914 2014 994755

Accurate Springback Prediction In Deep Drawing Using Pre Strain Based Multiple Cyclic Stress Strain Curves In Finite Element Simulation Sciencedirect
Sheet Metal Forming

Twip Steel An Overview Sciencedirect Topics

Deep Drawing Stainless Steel Toledo Metal Spinning

What Is The Difference Between Deep Drawing And Wire Drawing In Metal Forming Quora

Killed Steel An Overview Sciencedirect Topics

Steel Traders Distributors In Bangalore Offering Ms Hollow Sections Ms Flat Sections Ms Angles Ms Beams Dealers Of Tmt R Deep Drawing Structures Steel Rod
Https Www Jfe Steel Co Jp En Products Sheets Catalog B1e 002 Pdf
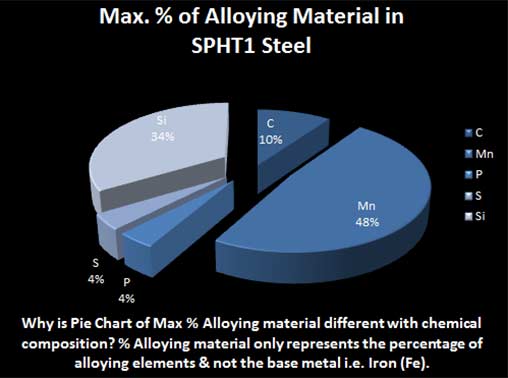
Sphc Steel Jis G3131 Commercial Hot Rolled Steel

Advanced High Strength Steels Ahss For Automotive Applications Tailored Properties By Smart Microstructural Adjustments Lesch 2017 Steel Research International Wiley Online Library

Deep Drawing Deep Drawing Products Micro Deep Drawing Factory In China Sipxmach

Implementation Of Yld96 Anisotropy Plasticity Theory For Estimation Of Polar Effective Plastic Strain Based Failure Limit Of Pre Strained Thin Steels Sciencedirect
Sheet Metal Material Selection Material Type And Its Applications
Https Www Aksteel Com Sites Default Files 2018 02 Aluminizedt1201802 Pdf
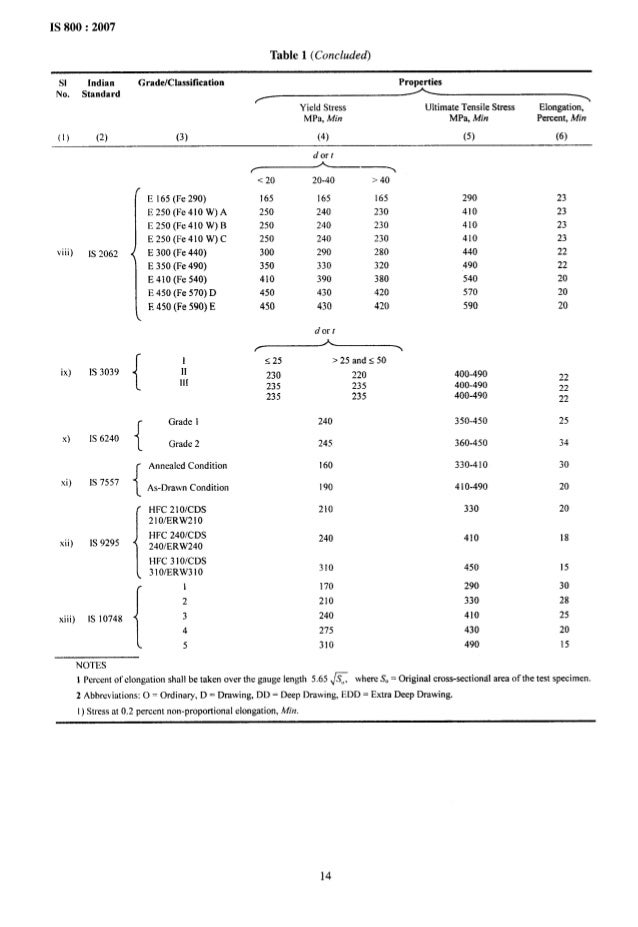
Steel Code Book

Aluminized Type 1 Steel Carbon Steel Types From Ak Steel
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrzu83ha7 Gpv7 Pbie9etbukqu9gjhls6f5 Dndcr8vwengzyz Usqp Cau

High Grade Steel An Overview Sciencedirect Topics

Layout Horse Barn Pole Barn Homes Barn Plans

Drawing Guide Weld Symbols Welding Projects Welding Welding Certification

Stainless Steel Wire An Overview Sciencedirect Topics
Aluminum In Steels Ispatguru
Source : pinterest.com
